Lead-Free, cadmium-free, free-cutting | KEEPALLOY ZN Metal
▼ Types and features
ZN Metal-1: Lead-free, cadmium-free brass bars for forging This material has been developed as lead-free and cadmium-free brass bars for forging and has superior hot workability. This is material that complies with "C6803" regulated by JIS H 3250 (Copper and copper alloy bars) and "C49255" regulated by ASTM B124, B249 and B967.
ZN Metal-2: Lead-free, cadmium-free brass bars for cutting This material has been developed as lead-free and cadmium-free free-cutting brass bars for cutting and has superior machinability. This is material that complies with "C6803" regulated by JIS H 3250 (Copper and copper alloy bars) and "C49255" regulated by ASTM B249 and B967.
▼ Specifications comparison
Properties
KEEPALLOY ZN Metal
Free-cutting brass bars C3604
Brass bars for forging C3771
* Season cracking resistance is evaluated by subjecting the raw material to the season cracking test (14% ammonia solution in water x 2 hours) regulated by JIS H 3250.
* Stress corrosion cracking resistance was evaluated by applying a torque of 9.8 N・m to products that had been machined to add tapered pipe threads and conducting the ammonia test (14% ammonia solution).
* The features given for each material show the results of evaluating with C3604 (HM) and C3771 as the standard. ◎: Superior ○: Good or equivalent △: Somewhat inferior
▼ Chemical composition (representative example) (%)
Material
Cu
Sn
Fe
Pb
Bi
Special elements
Cd
Zn
ZN metal
59.0
0.5
0.1
0.01
2.2
0.4
10 ppm max.
Residual
C3771
59.0
Sn+Fe 1.0
2.2
-
-
General spec.
Residual
Less than 75 ppm
C3604
59.0
Sn+Fe 1.0
3.2
-
-
General spec.
Residual
Less than 75 ppm
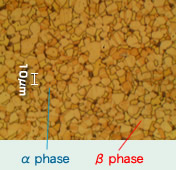
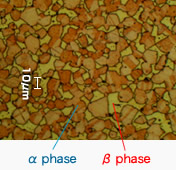
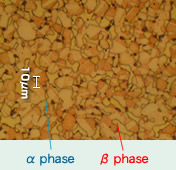
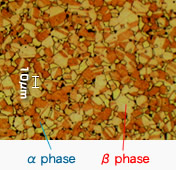
▼ Metal structure
KEEPALLOY ZN Metal has a 2-phase α+β structure and has about the same structural form as free-cutting brass.
For forging
For cutting
ZN metal-1
C3771
ZN metal-2
C3604
×400
×400
×400
×400
▼ Mechanical properties (representative example)
Intended usage
Material
Manufacturing method (size)
Properties
Tensile strength (N/mm²)
0.2% yield strength (N/mm²)
Elongation (%)
Hardness (HV)
Charpy absorption energy (J)
Brass bars for forging
KEEPALLOY ZN metal-1
Extruded (ø33)
430
195
40
94
22.0
C3771
Extruded (ø30)
350
140
45
90
30.4
Brass bars for cutting
KEEPALLOY ZN metal-2
Drawn (ø32)
440
250
37
135
22.8
C3604
Drawn (ø24)
450
340
26
140
-
* JIS Z 2201 #4 test pieces were used for the tension test. * JIS Z 2202 U-notch test pieces were used for the Charpy impact test.
▼ Stress corrosion cracking resistance
Test method
Apply a threading tensile stress to a joint for evaluation that has been machined to add a tapered female pipe thread, by applying a certain torque to a bushing that has been machined to add a male thread. Observe how many hours it takes before cracks occur on the surface in an atmosphere of 14% ammonia. By testing under the same conditions, it is possible to make relative evaluations between the material being evaluated and the comparison material.
The photograph below shows an example in which a stainless steel bushing is mounted on the brass material being evaluated.
Test conditions and judgment standard
Samples
Test material that has been machined to add Rc1/2 pipe tapered thread (See photograph.)
Partner material
Bushing SCS13A 1/2×3/8 ... PB(1)1/2
Tightening torque
9.8 N・m
Atmosphere
Normal temperature ammonia atmosphere (Atmosphere in desiccator with 14% NH3 solution added)
Judgment standard
Visually observe whether or not there are cracks. ○: No cracks observed ×: Cracks observed
Test results
Material
Corrosion duration
4 H
8 H
KEEPALLOY ZN Metal-2
C3604
Evaluation results
The stress corrosion cracking test was performed with a test piece that had been machined to add tapered pipe threads with the same machining conditions. As a result, cracks that could be confirmed visually were recognized after 8 hours for KEEPALLOY ZN Metal-2. KEEPALLOY ZN Metal-2 is also affected by the machining conditions and had somewhat inferior stress corrosion cracking resistance compared to C3604.
▼ Hot forgeability
Test method
Upset test After a test piece in the figure below was heated to the test temperature, it was compressed with a press machine to the pre-determined upset ratio, then the material was evaluated by checking visually for cracks in the surface of the test piece.
Test results
Material
KEEPALLOY ZN Metal-1
C3771
Photograph
Temperature (ºC)
670
700
730
760
790
670
700
730
760
790
Upset ratio (%)
45
50
55
60
Proper forging temperature (ºC)
680~740
680~740
* For the forgeability evaluation, products with no cracking were judged O and those on which cracks were visible were judged X.
Evaluation results
C3771 and KEEPALLOY ZN Metal-1 show good forgeability over wide ranges of upset ratios and forging temperatures. The proper forging temperature is a rough yardstick. We recommend that you run test forging with actual work pieces to check the optimum forging temperature first.
▼ Machinability
Turning and drilling conditions
Method
Machining conditions
Cutting speed (m/min)
Rotation speed (rpm)
Feed (mm/rev.)
Cutting depth (mm)
Cutting conditions
Turning
113
1,800
0.06
1.0
Dry
Drilling
28
1,800
0.06
-
Dry
Test results
Method
ZN metal-2
C3604
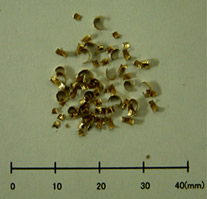
Turning
Machinability Rating: 91
Machinability Rating: 100
Drilling
Machinability Rating: 92
Machinability Rating: 100
* Machinability Rating (%) = ([C3604 cutting resistance value]/[Cutting resistance value for each material]) x 100
Evaluation results
The machinability rating of KEEPALLOY ZN Metal are good and are near to those for C3604.