|
|
| |
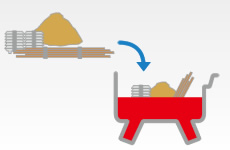
原料配合・溶解
各種原材料は、受入れ検査された後に厳密に秤量され、低周波誘導炉によって溶解されます。溶湯は直ちに蛍光X線分析装置により成分分析が行われ、溶解チャージ毎に分析データが記録されます。 |
 |
 |
 |
|
| |
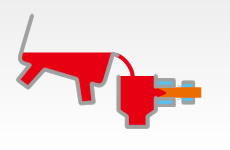
連続鋳造
水冷式横型連続鋳造機あるいは縦型半連続鋳造機により、巻き込み・鋳巣・偏析のない良質な鋳塊が鋳造されます。 |
 |
|
 |
|
| |
切断
鋳塊は、大型のチップソーで定尺に切断され押出し用のビレットになります。 |
 |
|
 |
|
| |
連続酸洗
押出し工程で直線棒あるいはコイルの表面に付着した酸化物は、酸洗いにより除去されます。 |
 |
|
| |
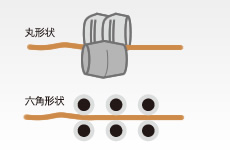
冷間抽伸
直線棒あるいはコイルは、抽伸機のダイスを通過し、正確な形状と寸法の棒材に仕上げられます。 |
 |
|
| |
矯正・切断
抽伸された棒材は、矯正機によって曲がりが除かれた後に、所定の長さに切断されます。 |
 |
|
 |
|
| |
低温焼鈍
棒材に残っている残留応力を取除くため、あるいは棒材の硬さを調整するために、所定の温度で低温焼鈍が行われます。
|
|
|
|
| |
計量・梱包・出荷
完成した棒材は、所定の重量又は本数で結束・梱包され、お客様に配送されます。
|
|
|
|